ASAI.Nest — эффективная оптимизация раскроя деталей на обрабатывающих центрах


















- Экономия материала 20%
- Увеличение эффективности производства на 13%
- Миниатюра карты раскроя и обозначение детали ускоряет оклейку оператором в 2 раза и значительно снижает его ошибки
- QR на бирке запускает программы для кромки и присадки
- Автоматическое позиционирование и нанесение бирки сокращает время производственного цикла, исключает влияние человеческого фактора
- Создание и редактирование деталей, параметрическая присадка, двухсторонняя обработка - параметрические фасады
- Настройка обработки при максимальном вакууме в два прохода на пониженной скорости исключает брак производства малогабаритных деталей, а также риск повреждения оборудования и травм
- Меньше брака, меньше затрат на инструмент
Каждому материалу свой инструмент и стратегию обработки - Управляет роботами УП содержит всю информацию о деталях для робота (положении, габариты деталей, технологический маршрут), а также о шинковке отходов - что позволяет корректно закончить цикл автоматизированной роботизированной нестинговой ячейки

Данные об изделии, созданном в конструкторской программе, нужно выгрузить с помощью постпроцессоров WoodWop или KDT.
Также имеется возможность выгрузки спецификаций в формате xls или csv из ERP систем.

Загрузка исходных данных в оптимизатор ASAI.Nest
При необходимости можем выполнить правки деталей в редакторе программы
Или же вы можете отредактировать созданную карту раскроя в редакторе карт.
В результате работы программы мы получаем управляющие программы для станка.

Полученные файлы отправляются на станок, который обрабатывает лист в соответствии с заданной программой.



с оборудованием
- В параметрах Базис ЧПУ отключены обработки;
- В таблице импорта неверно указан столбец с именем файла mpr. Чтобы исправить ошибку, выберите в выпадающем списке таблицы сопоставления для столбца с именем файла заголовок "Имя УП(лицо)".
Чтобы правильно настроить обработку, важно знать параметры работы фрезы. Лучше всего уточнить их у поставщика.
Средние параметры подачи фрезы можно рассчитать на основе рекомендованных значений. Съём режущего зуба должен быть в пределах 0,25–0,33 мм. Это значение умножаем на количество зубьев и на обороты фрезы, чтобы получить скорость подачи по прямой.
Например, 0,25 мм (съём на зуб) * 2 (количество зубьев) * 18 000 (обороты) = 9 000 мм/мин (минимальная скорость подачи по прямой).
Скорость входа в материал обычно составляет 1/3 от скорости подачи. Скорость по дуге не должна превышать 5 000 мм/мин.
В режиме "Оптимизация одной детали" для каждой детали будет создан отдельный файл управляющей программы (УП). При правильных настройках фрезеровка контура не будет выполняться. Возможно, потребуется активировать эту функцию в меню "Параметры" → "Параметры оптимизации" → "Основные параметры". Также нужно включить опции "Без фрезеровки внешнего контура" и "Использовать только во время 'Оптимизация одной детали'", которые находятся на вкладке "Станок" → "Настройки УП" → "Спец.обработка".
Чтобы отключить операции, откройте вкладку «Результат» и перейдите в меню «Настройка обработки» (значок шестерёнки в левом верхнем углу). Здесь можно деактивировать ненужные операции. Для выборочного отключения обработок с конкретной панели используйте контекстное меню. Кликните правой кнопкой мыши по детали на карте результатов оптимизации и выберите «Выкл. обработку отверстий» или «Выкл. обработку фрезеровок».
Функция "2 реза" доступна при выборе алгоритмов раскроя "Обычный раскрой" и "Раскрой по кругу". Чтобы активировать её, нужно в настройках раскроя поставить галочку напротив "2 реза". Затем в поле "Сторона меньше чем" указать минимальное значение стороны детали, при котором будет использоваться функция. В поле "Недорез первого прохода" нужно ввести остаточный недорез после первого прохода, а в поле "Скорость второго прохода в режиме '2 реза'" задать соответствующее значение. Детали, к которым применена функция, будут отмечены на карте появлением зелёной рамки вокруг цифрой с порядковым номером р раскроя. При необходимости функцию "2 реза" можно активировать через контекстное меню, кликнув правой кнопкой мыши по нужной детали и выбрав соответствующий пункт.
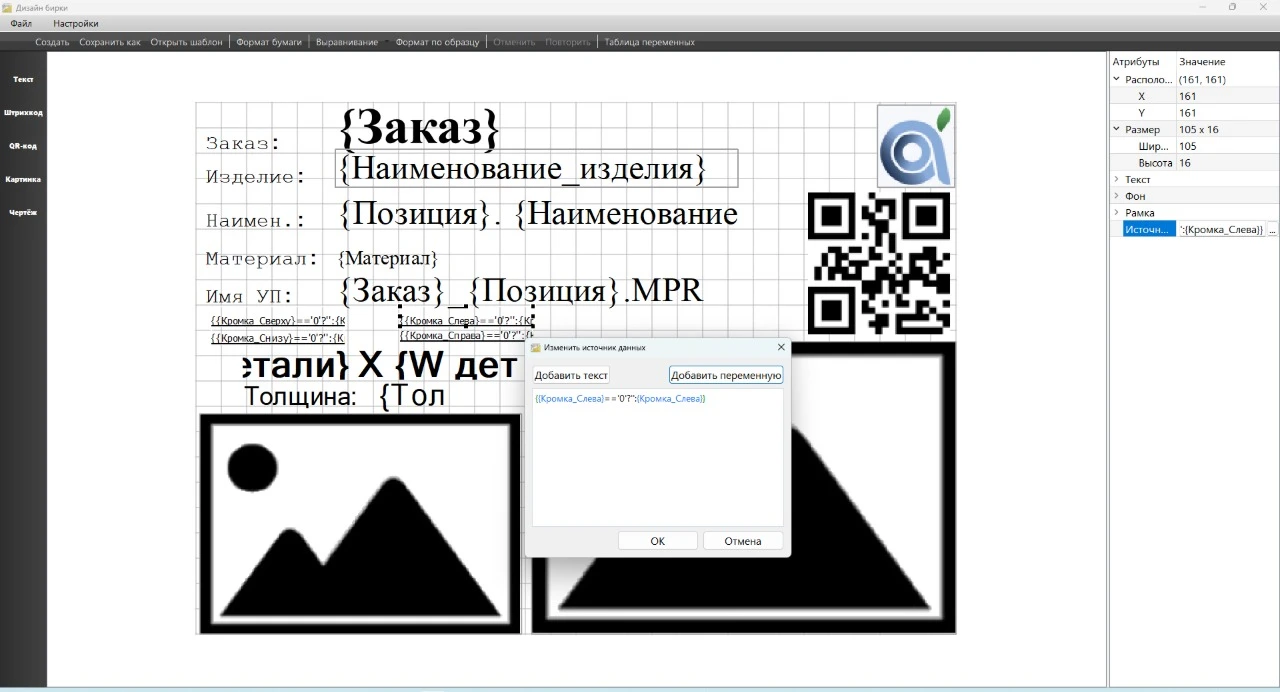
На вкладке "Результат" в левом нижнем углу есть кнопка "Дизайн бирки". При её нажатии откроется окно для настройки шаблона бирки. В редакторе можно добавить текст, штрихкод, QR-код или изображение. Курсором мыши выберите нужный элемент и перенесите её на шаблон. Затем в свойствах объекта (правая часть экрана) в поле "Источник данных" укажите информацию, которая будет выводится на бирку.
Чтобы переместить деталь, выберите иконку с изображением руки в правом верхнем углу. Затем зажмите левую кнопку мыши на детали, которую нужно переместить. На карте зелёным цветом будут обозначены зоны, куда можно переместить деталь. Если есть другие листы из того же материала, то слева от списка листов появится голубой квадратик. Когда вы перетащите деталь на этот квадратик, он станет зелёным. Отпустите кнопку мыши, и деталь переместится на выбранный лист. Во время перемещения детали в правом нижнем углу экрана появится иконка урны, перетащив деталь на которую произойдёт удаление.